|
|
傾僪儗僗倁100嵟嫮僾儘僕僃僋僩 |

|
僇儊儗僆儞僼傽僋僩儕乕偺廫敧斣両偲尵偊偽拞攔婥検僋儔僗80傗90100cc偲尵偭偨堦尒拞搑敿抂側偙偺僋儔僗偑巹払偼丄戝岲偒側偺偱偡両丂怓乆側儊僨傿傾偱徯夘偝傟偰偄傞僷乕僣巹払偺偙偩傢傝偐傜惗傑傟偰偒傑偡丅丂悽娫偱偼怴宆僄儞僕儞傪搵嵹偟偨100乣110們們僋儔僗偺儅僔儞偑嬓傪偒偐偣偰偄傑偡偑丄巹払偼丄側傫偲尵偭偰傕偙偺僋儔僗傪儊僕儍乕偵墴偟忋偘偨岟楯幰両乽傾僪儗僗倁100乿偵枹偩壜擻惈傪媮傔偰偄傑偡丅 傕偪傠傫倄俙俵俙倄俙傗俫俷俶俢俙偺怴宆僄儞僕儞偵傕嫽枴傪偦偦傜傟傑偡偑丄側傫偲傕戝恖偟偔偍傛偦棳峴傜側偄僗僞僀儖偩偭偨倁100傪崱偱傕乽嵟嫮両乿偵偟偨偄偱偼偁傝傑偣傫偐両両 偙偙偱偼怓乆側妏搙偐傜倁100傪暘愅偟丄傑偝偵乽嵟嫮両乿傪嶌傝忋偘傞傑偱偺摴偺傝傪岞奐偟偰偄傑偡丅 |
丂丂丂傾僪儗僗倁100慡悈椻儐僯僢僩
|
崱夞偙偙偵徯夘偡傞偺偼丄僇儊儗僆儞僼傽僋僩儕乕偑丄奐敪偟偨丄乽傾僪儗僗倁100慡悈椻儐僯僢僩乿偩両 嵟嫮偺柤偵抪偠側偄僄儞僕儞儐僯僢僩偵偡傞堊丄巹払偼傑偢戞堦偵悈椻壔傪栚巜偟傑偟偨丅傕偭偲傕埨掕偟偨僄儞僕儞偼忢偵堦掕偺壏搙傪曐偭偨暔偩偐傜偱偡丅偦偺堊偵傾儖儈僔儕儞僟乕偼傾儖僑儞梟愙偲尵偆崅搙側媄弍偱僕儍働僢僩傪惉宆偟姰慡悈椻壔丅峏偵傾儖儈僽儘僢僋偐傜擱從幒乮僇儊僼傽僋僆儕僕僫儖偺敿媴宍僪乕儉宆擱從幒乯傪嶍傝偩偟丄偙傟傪僕儍働僢僩壛岺偟偨俽俹俴僔儕儞僟乕僿僢僩傪惢嶌両丂偙傟傜傪嵟嫮僄儞僕儞偺妀偲偟丄峏偵僄儞僕儞撪晹奺億乕僩偺尒捈偟丄僗僩儘乕僋愝掕丄儃傾愝掕偺尒捈偟摍奺晹昳傪堦偐傜惢嶌丄僼儖僷儚乕傾僪儗僗倁100傪惢嶌偟偰偄偒傑偡丅 |
|
| 愭偢嵟弶偵巹払偑庢傝崬傫偩偺偼丄偙偺倁侾侽侽偺僄儞僕儞傪僶儔偟偰揙掙揑偵専徹偡傞偙偲偱偟偨丅丂偦偺寢壥俽倀倅倀俲俬摿桳偺俷俬俴儔僀儞偵崅弌椡壔帪偵偍偗傞晄嬶崌傪尒偮偗傑偟偨丅丂偙偺俷俬俴儔僀儞傪夵憿偡傞偺偱偡偑丄尵偆偲傗傞偲偱偼戝堘偄両丂戝曄傗傗偙偟偄屄強偵側傝傑偡両丂偟偐偟偙傟傪崕暈偟側偄尷傝倁侾侽侽傪嫮椡偵僠儏乕儞偟偨応崌昁偢栤戣偑婲偒傑偡丅丂傑偢偼偙偺擄栤偵挧傒傑偡丅 |
|
擄栤嶳愊傒両 傑偢偼丄塃偵幨恀傪偛棗偁傟両僄儞僕儞傪壓傠偟丄僔儕儞僟乕丄儕乕僪僶儖僽椶傪庢傝奜偡偲億僇儞偭偲丄媧擖岥偑嬻偄偰傑偡丅巐嬿偺寠偼儕乕僪僶儖僽傪儅僂儞僩偡傞僱僕寠偱偡偑丄偁偲擇偮寠偑偁偄偰傑偡偹丅偙傟偑栤戣偺俷俬俴儔僀儞寠偱偡丅俷俬俴億儞僾偐傜揻偒弌偝傟偨俷俬俴偼擇屢偵暘偐傟偙偺拞偵僟僀儗僋僩嫙媼偝傟丄僋儔儞僋幉庴偗儀傾儕儞僌媼桘偝傟傑偡丅捠忢丄偙偺婡峔偼偁傑傝柍偔乮俽倀倅倀俲俬偩偗丠丠乯僋儔儞僋働乕僗撪偵幉庴偗儀傾儕儞僌偵偲偳偔戝偒側寠偑嵍塃偵奐偄偰偄偰丄媧擖偝傟偨崿崌僈僗乮偺拞偺崿崌俷俬俴惉暘乯偑僟僀儗僋僩偵崀傝偐偐傞條側峔憿偵側偭偰偄傑偡丅 |

|
|
挻崅夞揮壔傪慱偆僄儞僕儞側傟偽丄傗偼傝僗僞儞僟乕僪側媼桘曽幃乮儗乕僒乕傕偙偺曽幃乯偺傎偆偑柍擄丅偟偐傕傕偟偙偺傑傑偱峴偔偲丄俷俬俴億儞僾偑崅夞揮帪偵偡偛偄夞揮傪偡傞偙偲偵側傝丄偙偙偐傜偔傞僩儔僽儖偑梡堄偵梊憐弌棃傑偡丅嶌嬈偼傑偢丄僋儔儞僋働乕僗傪妱偭偰僋儔儞僋傪庢傝弌偟乮僋儔儞僋偼儘儞僌僗僩儘乕僋壔偺堊偽傜偡乯僋儔儞僋働乕僗乮嵍塃乯偺撪懁傪戝暆壛岺両怴偟偔儔僀儞傪嶌傞強偐傜巒傔傑偡丅 偝偰丄僄儞僕儞傪嶌傞曽岦傕尒偊偰偒傑偟偨丅憗懍岺応偱僋儔儞僋働乕僗壛岺偺専摙偵擖傝傑偡丅僗僋乕僞乕偺僋儔儞僋働乕僗偼丄曅堦曽偑僗僀儞僌傾乕儉偺栶妱傪傕偮峔憿偵側偭偰偄傞偺偑堦斒揑偱偡偑丄偙偺乽曅堦曽乿偑嬋幰偱偡両側傫偲偄偭偰傕怴偟偄俷俬俴儔僀儞傪嶌傞堊偵乽寠乿傪奐偗傞偺偱偡偑丄働乕僗偑挿偡偓偰丄懝強偦偙傜偺婡夿偱偼丄僙僢僩弌棃側偄偺偱偡両乮梫偡傞偵働乕僗傪偟偭偐傝捦傫偱屌掕弌棃側偄両乯偆乣傫両崲傝傑偟偨丅偦偙偱丄偙偺晹暘傪奜拲乮戝偒側壛岺偑弌棃傞愱栧偺岺応偵偍婅偄偡傞帠偱偡乯偵偟傑偟偨丅丂僇儊僼傽僋撪偱撪惢偟偨偐偭偨偺偱偡偑丄傗偼傝戝妡偐傝側傕偺偵側傞偲偳偆偟偰傕奜偺椡偑昁梫偱偡丅栺堦廡娫傎偳妡偐傞偦偆側偺偱丄偙偺娫偵僋儔儞僋偺惢嶌傪恑傔傑偡丅 傾僪儗僗倁侾侽侽偺僋儔儞僋偼丄僉僢僋僊儎偺堊偵愭偭傐偺曽偑嵶偄朹偺條偵側偭偰偄傑偡丅丂偙偺朹偺晹暘偵儕僞乕儞偡傞堊偺僊儎偑暍偄旐偝偭偰僗僾儕儞僌偵傛偭偰墲暅偡傞偺偱偡丅栵夘側傕偺偱偡丅晛捠偺僋儔儞僋偵偼偙傫側暔晅偄偰偄傑偣傫丅偩偐傜丄偨偩偱偝偊僾乕儕乕傪奜偡帪偵僨傿乕僾僜働僢僩偑昁梫偵側傞摍丄側偵偐偲傔傫偳偔偝偄暔偱偡丅丂傑偢偼丄儀乕僗偵側傞傾僪儗僗侾侾侽偺僋儔儞僋偲斾傋傑偡丅塃偺曽偼椙偔帡偰偄傞偺偱偡偑嵍偺曽偼愨朷揑偱偡丅偙傟偼壛岺掱搙偺夵憿偱庢傝晅偗両側偳偲尵偆岾偣偼枩偵堦偮傕側偄傛偆偱偡丅丂嵍敿暘偼憡摉嶌傜側偄偲偄偗側偄傛偆偱偡丅丂奜廃丄偮傑傝僂僄乕僽偺奜懁偼梕堈偵壛岺弌棃偦偆側偺偱傑偢偼丄偦偙偐傜丅怲廳偵僙儞僞乕傪弌偟偰壛岺偟傑偡丅塃敿暘偼傎傏偦偺偔傜偄偱巊偊偦偆偱偡丅 栤戣偼嵍敿暘偵廤栺偝傟偰偒傑偟偨丅傑偢椡偺妡偐傞晹暘傪幚摥幵偐傜寁應偟崻尦偐傜偦偙傑偱偺挿偝傪嶼弌偟傑偡丅偮偓偵偦偙傑偱偺晹暘偼弌棃傞偩偗丄偦偺傕偺偐傜嶍傝偩偟偰壛岺偟傑偡丅偙偺晹暘偵幉庴偗偺儀傾儕儞僌傗俷俬俴僔乕儖偑晅偒傑偡丅巇忋偘偼偐側傝廳梫偱偡丅俶俠傪巊偭偰鉱枾偵巇忋偘傑偡丅丂偦偟偰栤戣偼偦偺愭丄僋儔儞僋幉偺愭抂晹暘両偳偆偟偰傕挿偝偑懌傝傑偣傫偑椡偺妡偐傞廳梫側晹暘偼偡偱偵弌棃偰偄傑偡丅 僗僩儘乕僋傪挿偔偡傞偭偲尵偆帠偼丄僋儔儞僋僺儞偺埵抲偑僋儔儞僋僂僄乕僽偺奜廃偵嬤偔側傞偲尵偆帠丅廬偭偰丄僲乕儅儖偺僐儞儘僢僩傗僒僀僪儚僢僔儍乕傪偦偺傑傑巊偆偲丄僂僄乕僽偐傜偼傒弌偟偰偟傑偄傑偡丅丂枅搙丄枅搙栤戣偑弌偰偒偰丄戝曄偱偡両丂僐儞儘僢僩偼嬀柺壛岺偺偮偄偱偵價僢僋僄儞僪晹傪寉検壛岺偡傟偽椙偝偦偆偱偡偑僒僀僪儚僢僔儍乕偼敄偄偟丄彫偝偄偟丄壛岺偟偵偔偄丒丒丒丒丒丒丒丒丒丒慁斦摍偱捦傓偲丄捵傟偰偟傑偄丄僒 |
|
僗儁僔儍儖働乕僗姰惉両 壛岺偵弌偟偰偄偨僋儔儞僋働乕僗偑婣偭偰拝傑偟偨丅丂偆乕傫両梊掕偳偆傝偺弌棃塰偊偱偡丅憗懍姰惉偟偨偽偐傝偺僗儁僔儍儖儘儞僌僗僩儘乕僋僋儔儞僋傪慻傒崬傓弨旛傪偟傑偡丅丂 |
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂


 偦偙偱愭偺曽傪僠儑僢僾偟偰僙儞僞乕偵寠傪奐偗傑偡丅師偵僋儔儞僋偲摨偠嵽幙偺嵽椏偐傜嶍傝偩偟偨愭抂晹暘傪偦偙偵嵎崬傑偡丅偙傟偼偪傚偆偳悈屗墿栧偺報饽偺條偵乽報饽宲偓乿偵偡傞偺偱偡丅宷偑傞晹暘偼椉曽偲傕偵彮偟柺庢傝傪懡傔偵庢偭偰偁傝傑偡偐傜丄屻偱偦偺晹暘傪傾儖僑儞梟愙偟偰姰帏偵宷偓傑偡両椙偔椻偊偨屻偵偁傜偨傔偰宲偓栚偺晹暘傪婡夿壛岺偟偰惛搙傪弌偟傑偡両偙傟偱姰惉両屻偼僐儞儘僢僩偲僒僀僪儚僢僔儍乕偺栤戣偩偗偱偡丅丂彮偟僗僞僢僼偺嬞挘傕娚傒傑偡丅
偦偙偱愭偺曽傪僠儑僢僾偟偰僙儞僞乕偵寠傪奐偗傑偡丅師偵僋儔儞僋偲摨偠嵽幙偺嵽椏偐傜嶍傝偩偟偨愭抂晹暘傪偦偙偵嵎崬傑偡丅偙傟偼偪傚偆偳悈屗墿栧偺報饽偺條偵乽報饽宲偓乿偵偡傞偺偱偡丅宷偑傞晹暘偼椉曽偲傕偵彮偟柺庢傝傪懡傔偵庢偭偰偁傝傑偡偐傜丄屻偱偦偺晹暘傪傾儖僑儞梟愙偟偰姰帏偵宷偓傑偡両椙偔椻偊偨屻偵偁傜偨傔偰宲偓栚偺晹暘傪婡夿壛岺偟偰惛搙傪弌偟傑偡両偙傟偱姰惉両屻偼僐儞儘僢僩偲僒僀僪儚僢僔儍乕偺栤戣偩偗偱偡丅丂彮偟僗僞僢僼偺嬞挘傕娚傒傑偡丅
 僀僪儚僢僔儍乕偺惈擻乮昞柺偵嵶偐偄墯撌偑偁傝丄偦傟偱堦掕偺僋儕傾儔儞僗傪堐帩偟傑偡両乯偑懝側傢傟傑偡丅崲偭偨栤戣偱偡丅丂偙偺栤戣偺夝寛偺堊偵偐側傝偺帪娫傪巊偄傑偟偨丅偦偟偰曇傒弌偟偨昁嶦媄両両丂僾儗僗婡偵傛傞奜廃懪偪敳偒嶌愴偱偡両丂偙傟側傜偦偺傕偺傪捦傑側偄偐傜偮傇傟傑偣傫偟丄敄偄傕偺偱偡偐傜丄恘暔偱懪偪偸偗傑偡丅巇忋偘偼庤嶌嬈偱怲廳偵丒丒丒丒丒丒丒丒偦偟偰姰惉両両僋儔儞僋傪僾儗僗傪巊偭偰慻傒棫偰傑偡丅恈偩偟傕怲廳偵両両傗偭偲傾僪儗僗倁侾侽侽偺儘儞僌僗僩儘乕僋僋儔儞僋偑姰惉偟傑偟偨丅丂儎僢儂乕乕乕乕乕両
僀僪儚僢僔儍乕偺惈擻乮昞柺偵嵶偐偄墯撌偑偁傝丄偦傟偱堦掕偺僋儕傾儔儞僗傪堐帩偟傑偡両乯偑懝側傢傟傑偡丅崲偭偨栤戣偱偡丅丂偙偺栤戣偺夝寛偺堊偵偐側傝偺帪娫傪巊偄傑偟偨丅偦偟偰曇傒弌偟偨昁嶦媄両両丂僾儗僗婡偵傛傞奜廃懪偪敳偒嶌愴偱偡両丂偙傟側傜偦偺傕偺傪捦傑側偄偐傜偮傇傟傑偣傫偟丄敄偄傕偺偱偡偐傜丄恘暔偱懪偪偸偗傑偡丅巇忋偘偼庤嶌嬈偱怲廳偵丒丒丒丒丒丒丒丒偦偟偰姰惉両両僋儔儞僋傪僾儗僗傪巊偭偰慻傒棫偰傑偡丅恈偩偟傕怲廳偵両両傗偭偲傾僪儗僗倁侾侽侽偺儘儞僌僗僩儘乕僋僋儔儞僋偑姰惉偟傑偟偨丅丂儎僢儂乕乕乕乕乕両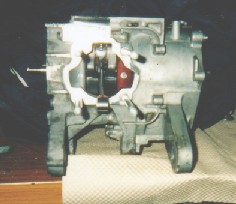 傑偢僲乕儅儖偺俷俬俴億儞僾偑偁偭偨応強偵偼偱偭偐偄寠偑嬻偄偰傑偡両両偙偙傪摿庩側慺嵽乮僇儊僼傽僋偱偼揱摑揑偵擲搚偱杽傔傞両偭偲偐昞尰偟傑偡両乯偱杽傔偰偟傑偆偺偱偡両俙嵻偲俛嵻傪崿偤崌傢偣傞僞僀僾偱丄椙偔堦師埑弅傪忋偘傞偲偒偵傕巊偄傑偡丅椙偔姡偐偟偰偐傜丄幉庴偗偺儀傾儕儞僌傪僾儗僗偱埑擖偟傑偡丅嵍塃傪椙偔妋擣偟偨屻丄摿庩岺嬶傪巊偭偰怲廳偵僋儔儞僋傪慻傒崬傒傑偡丅僙儞僞乕僫僢僩傪僩儖僋儗儞僠傪巊偄嬒堦偵掲傔偙傫偱丄偲傝偁偊偢姰惉偱偡両丂偳偆偱偡両丠憒婥偺捠楬忋偵椙偔尒偐偗傞俷俬俴捠楬偑弌棃偰傞偱偟傚偆丠傕偪傠傫儀傾儕儞僌偲偙偺寠偑岎嵎偡傞強偵偼椙偔夞傝偒傞傛偆偵偡傞堊偵嵶岺傕偟偰偁傝傑偡両俷俬俴僔乕儖傪擖傟傞嶌嬈偼偙偺屻偵側傝傑偡偺偱儀傾儕儞僌巟帩偩偗偺僋儔儞僋偼丄婥帩偪椙偄埵椙偔夞傝傑偡両僗僩儘乕僋偑挿偔側偭偨暘偩偗怢傃弅傒偑戝偒偔側偭偨僐儞儘僢僩晅偗崻偺俛俬俧僄儞僪儀傾儕儞僌丄偦傟偲幉庴偗晹偵傕俷俬俴傪嶶晍偟傑偡丅偙偺屻俷俬俴僔乕儖傪奜懁偐傜偙傟傑偨摿庩岺嬶傪巊偭偰慻傒崬傒丄偮偓偼丄揰壩宯傪庢傝晅偗傞偨傔偺戜丄偄傢備傞儘乕僞乕儀乕僗偦偺懠偺惢嶌偵擖傝傑偡丅
傑偢僲乕儅儖偺俷俬俴億儞僾偑偁偭偨応強偵偼偱偭偐偄寠偑嬻偄偰傑偡両両偙偙傪摿庩側慺嵽乮僇儊僼傽僋偱偼揱摑揑偵擲搚偱杽傔傞両偭偲偐昞尰偟傑偡両乯偱杽傔偰偟傑偆偺偱偡両俙嵻偲俛嵻傪崿偤崌傢偣傞僞僀僾偱丄椙偔堦師埑弅傪忋偘傞偲偒偵傕巊偄傑偡丅椙偔姡偐偟偰偐傜丄幉庴偗偺儀傾儕儞僌傪僾儗僗偱埑擖偟傑偡丅嵍塃傪椙偔妋擣偟偨屻丄摿庩岺嬶傪巊偭偰怲廳偵僋儔儞僋傪慻傒崬傒傑偡丅僙儞僞乕僫僢僩傪僩儖僋儗儞僠傪巊偄嬒堦偵掲傔偙傫偱丄偲傝偁偊偢姰惉偱偡両丂偳偆偱偡両丠憒婥偺捠楬忋偵椙偔尒偐偗傞俷俬俴捠楬偑弌棃偰傞偱偟傚偆丠傕偪傠傫儀傾儕儞僌偲偙偺寠偑岎嵎偡傞強偵偼椙偔夞傝偒傞傛偆偵偡傞堊偵嵶岺傕偟偰偁傝傑偡両俷俬俴僔乕儖傪擖傟傞嶌嬈偼偙偺屻偵側傝傑偡偺偱儀傾儕儞僌巟帩偩偗偺僋儔儞僋偼丄婥帩偪椙偄埵椙偔夞傝傑偡両僗僩儘乕僋偑挿偔側偭偨暘偩偗怢傃弅傒偑戝偒偔側偭偨僐儞儘僢僩晅偗崻偺俛俬俧僄儞僪儀傾儕儞僌丄偦傟偲幉庴偗晹偵傕俷俬俴傪嶶晍偟傑偡丅偙偺屻俷俬俴僔乕儖傪奜懁偐傜偙傟傑偨摿庩岺嬶傪巊偭偰慻傒崬傒丄偮偓偼丄揰壩宯傪庢傝晅偗傞偨傔偺戜丄偄傢備傞儘乕僞乕儀乕僗偦偺懠偺惢嶌偵擖傝傑偡丅